客服热线:
客服热线:本文主要研究了改性黑色聚丙烯材料中HDPE、LDPE、POE以及黑色母等成分对蓄电池塑盖激光打标效果的影响,并通过共混改性的方法,在PP树脂中添加一定份数的激光打标剂,有效地提高了黑色聚丙烯材料的激光打标效果。
1 引言
随着科学技术的发展,合成树脂材料因其独特的本征特性在汽车工业、航空航天业、电子业和医学业等领域得到越来越多的应用。同时,由于社会分工日益细化以及产品同质性越来越强,差异性越来越少,产品制造商除了制造优质的产品外,越来越注意通过对产品实行标记,承载一定的信息以表明自身产品的独特性并保障对自身产品的信息可追溯性。
产品体积日益小型化和产品承载信息的日益扩大化使得传统的印刷、热塑、机械雕刻等传统工艺逐渐显现出其局限性,同时,由于激光打标技术具有清洁、高效不损坏基体材料以及具有高分辨率等优点,其在合成树脂上打标日益显现出其独特的优势。
激光标记的原理是利用激光辐射,在聚合物基体内产生局部高能量,这些能量被聚合物基体或添加剂吸收,转化成热能,从而引发聚合物内部的各种物理或化学变化,产生标记效果。
近几年来,激光在塑料材料上的打标应用得到快速的发展,同时,在蓄电池的生产车间激光打标技术也已经得到了广泛的应用。
在蓄电池壳体注塑过程中,注塑材料往往是由一种原料和多种添加剂共混而成,以黑色聚丙烯壳体为例,该种注塑壳体的混合料一般是由聚丙烯原料、以及部分黑色母、聚乙烯、POE共混而成。由于是共混料,因此壳体材料的均一次性无法保证,也正是由于这个原因,导致蓄电池塑壳在进行激光打标时,会出现一定数量的激光打标失效壳体,影响了电池外观质量及产品的可追溯性。
针对这一问题,本文在黑色聚丙烯注塑壳体体系下探讨了注塑材料中个添加剂对激光打标效果的影响。
2 实验部分
2.1 实验原料与试剂
PP(共聚级),主要由沙比克天津石化分公司和北欧化工提供;HDPE、LDPE、POE,由美国陶氏化学提供;黑色母,由奇欣塑业有限公司提供。
2.2 主要仪器、设备
立式混料机(SHR-50A型),张家港泰荣机械制造有限公司;双螺杆挤出机(SHJ-36型),南京杰恩特机电有限公司;立式混料机(SHR-50A型),张家港泰荣机械制造有限公司;注塑机(HTF-360型),宁波海天塑料机械有限公司;微机控制电子万能试验机(CMT6104型),美特斯工业系统(中国)有限公司;摆锤式冲击试验机(ZBC7151-B)型,美特斯工业系统(中国)有限公司。
2.3 实验方案
蓄电池壳体材料使用的聚丙烯是主要是由PP、PE嵌段共聚而成,后续改性过程中会增加增韧剂以及色母等。所以,一般生产原料聚丙烯是由LDPE、HDPE、POE、黑色母等共混改性而成,所以项目组探讨了各类成分对黑色聚丙烯塑盖激光打标效果影响的研究。具体实验方案如下:
表1 改性聚丙烯配方
|
编号 |
1 |
2 |
3 |
4 |
|
LDPE |
5 |
0 |
0 |
0 |
|
HDPE |
0 |
5 |
0 |
0 |
|
POE |
0 |
0 |
5 |
0 |
|
PP |
100 |
|||
|
黑色母 |
5 |
实验过程中双螺杆挤出机的九段温度分别设定为 175℃、185℃、195℃、215℃、225℃、235℃、235℃、220℃、220℃,螺杆转速设定为35r/min ,喂料控制在 35r/min。铸带经冷却风干后,使用冷切粒机造粒。共混物颗粒干燥后使用注塑机注塑成符合测量标准壳体,注塑温度为 210-260℃。
3 实验结果及分析
3.1 聚丙烯中各成分对激光打标质量的影响分析
图1-3分别是四种料共混造粒、注塑成塑壳后的激光打标效果图,从图中可以看出四种共混料激光打标后的效果良好,颜色对比明显,有较好的边缘清晰度。而图4,对比四种混合料的打标效果发现,无论是POE、LDPE、还是HDPE与原料和黑色母共混后打标效果并无明显差异,而且三种共混料与只有黑色母和原料的共混料打标效果相同,因此,可以推测出,部分黑色聚丙烯塑盖打标失效的原因与原料中混入的色母有关。

3.2 聚丙烯中色母添加量对激光打标质量的影响分析
1)实验方案
为找出黑色母对黑色聚丙烯塑盖打标质量的影响,项目组制备了五组含不同份数黑色母的聚丙烯塑盖,配比方案(份数比)如下表:
表2 实验方案
|
黑色母 |
1 |
2 |
10 |
15 |
20 |
25 |
100 |
|
聚丙烯原料 |
100 |
2)实验结果分析
图5、图6分别是黑色母与原料比为1:100、2:100的共混聚丙烯塑盖激光打标效果图,从图中可以看出,两种材料的打标效果基本相同,打标颜色正常。
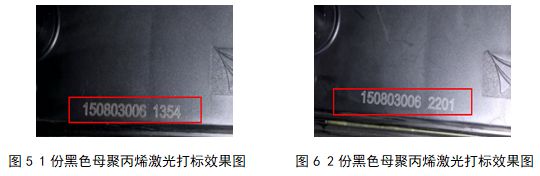
图7、图8分别是色母含量为10份、15份的聚丙烯塑盖,从打标效果来看,含10份色母的聚丙烯塑盖打标效果正常,但是,当色母含量达到15份时,打标效果变差,即塑盖上只出现了打标序列号的凹槽,而凹槽内的聚丙烯颜色并没有发生变化,导致打标序列号不清晰。
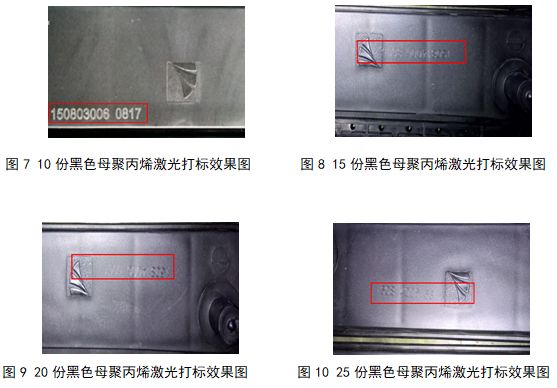
随着色母含量的增大,当其达到20份、25份的添加量时,打标效果同15份色母含量打标效果相同,而纯色母的塑盖激光打标时甚至连序列号凹槽都很难产生(如图11所示),这说明,聚丙烯共混料中黑色母的份数会严重影响打标效果,随着色母含量的增大,打标印记颜色对比度越来越差。而黑色母含量过高会影响塑盖激光打标效果的原因可能是,本次实验中激光标记都是黑色聚丙烯塑盖标记浅色序列号,而深色基体标记浅色序列号的原理是塑料基体及照射后燃烧或气化,内部某些成分分解产生气态分子,出现发泡现象,这些气泡被塑料基体包围,通过合适的激光能量照射,可以得到具有较高折射率的混合相,在发泡处呈现浅色标记。聚丙烯共混料中色母含量过高,其中的炭黑等无机黑色物质将会阻止激光照射下聚丙烯的发泡行为,因此,打标区域的聚丙烯颜色变化将会不明显。
3.3 适应激光打标聚丙烯材料的制备
为改善聚丙烯材料的激光打标性能,笔者选用了一种市面上销售的激光打标粉作为聚丙烯的改性剂。
表3 激光添加剂的主要成分
|
序号 |
主要成分 |
主要作用 |
|
1 |
光敏剂 |
复合物,利用化学反应吸收激光束光能并转化为热能 |
|
2 |
白色颜料 |
热稳定性高,不易分解,是显现白色自己的主要成分 |
|
3 |
黑色颜料 |
使基体塑料显黑色,高温易汽化 |
|
4 |
EA基料 |
易与PP料塑料融合,是母料各成分的载体 |
该激光打标粉一般是由光敏化合物与塑料基体组合而成,经过激光照射后,自身颜色发生变化,或是通过吸收热量引起周围塑料颜色发生变化,从而产生明显标记。具体实验方案及实验结果如下:
表4 打标粉改性聚丙烯实验方案
|
黑色母 |
5 |
15 |
20 |
|
聚丙烯原料 |
100 |
||
|
打标粉 |
5‰ |

从打标效果可以看出,当色母含量是正常值即5%时,激光打标产生的浅色标记亮度大,对比度高,相对有较好的边缘清晰度。而当色母含量达到15%-20%时,激光标记依旧清晰,这说明,该种打标粉能有效的改善因色母含量过高而造成的打标失效的现象。
3.4激光打标粉对材料力学性能的影响
图18中的(a)(b)(c)分别为添加不同份数色母的聚丙烯材料材料的拉伸、弯曲以及冲击强度,具体如下所示:
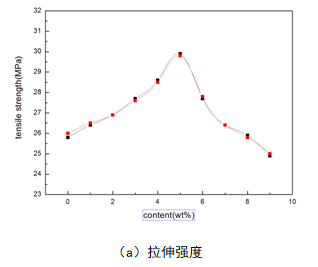
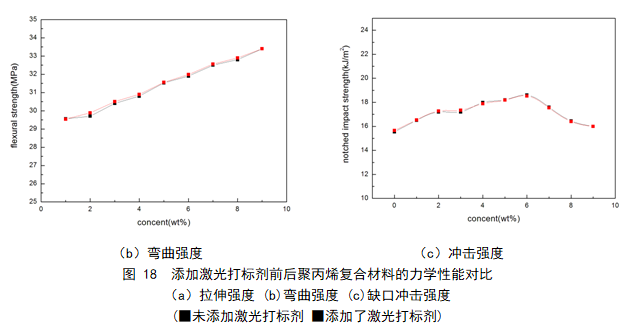
从上图中可以观察到,添加激光打标剂前后,聚丙烯复合材料的力学性能变化不大(可忽略不计),也就是说,激光打标剂的加入对聚丙烯复合材料的力学性能几乎没有影响。这说明激光打标剂的加入有效的改善了聚丙烯材料的激光打标性能,而并没有对材料的物理性能产生影响,因此该种材料适合用作聚丙烯材料的激光打标添加剂。
4 结论
1.聚丙烯共混料中色母的含量会影响其激光打标性能,而原材料中的POE、PE、以及HDPE等对激光打标性能影响不大。随着色母含量的增大,其中的炭黑等无机黑色物质将会阻止激光照射下聚丙烯的发泡行为,因此,激光打标印记边缘越来越模糊,颜色对比度会越来越差。
2. 激光打标粉的加入能有效地改善聚丙烯塑盖的打标效果,激光标记亮度大,对比度高,有较好的边缘清晰度。这说明激光打标剂的加入使得聚丙烯材料与激光束发生了有效的反应,而材料本身的物理特性并没有在反应之后发生改变,因此激光打标添加剂在提高聚丙烯材料的激光打标效果方面有广阔的应用前景。