客服热线:
客服热线:自上个世纪90年代中期3D打印(也称“增材制造”)技术横空出世后,在短短二十几年里,3D打印技术已广泛应用于机械工程、航天、交通运输、医疗、建筑、食品、时尚、艺术、教育等各个领域,打印维度囊括纳米级到建筑尺寸,可以说3D打印技术似乎无所不在,无所不能。当然,3D打印技术本身也在不断进步。作为目前最先进的3D打印技术之一,体积增材制造(volumetric additive manufacturing, VAM)可以一步完成复杂的3D结构,且无需逐层堆积,但是它几乎完全依赖于丙烯酸酯类化学试剂。为了改良VAM技术,科学家们发展了双光子聚合(two-photon photopolymerization,TPP)技术,尽管其打印精度可实现100 nm以下,但是其体积生成速率较慢,通常低于1-20 mm3 h-1。相比之下,计算轴向光刻(computed axial lithography,CAL)技术可以一次性打印出所设计的三维物体,但是它需要使用反馈系统进行计算机优化,从而增加了设备成本和总打印时间。
1977年,Swainson提出了双色光聚合(dual-colour photopolymerization,DCP)。在此基础上,德国勃兰登堡应用科学大学的Martin Regehly和柏林洪堡大学的Stefan Hecht等研究者巧妙地将双色光聚合应用于3D打印中,使用可光转换的光引发剂,通过两个不同波长的相交叉光束来进行线性激发,从而在受限的单体体积内引发局部聚合,实现了更快、更高分辨率的3D打印。其中,一个波长的光束可激发溶液中的光引发剂,而另一个波长的光束方向与之交叉,将打印3D对象的截面图像投影到前一种光的平面上,并导致光引发剂分子参与的光聚合反应。由于该技术的核心就在于使用两个不同波长的相交叉(“X”)光束来生成完整的(“holos”,希腊语)打印对象,因此他们将其称为“Xolography”(这个命名其实让笔者联想到了“X-Men”、“XBox”……作者们还是低调的自夸了一下……)。与当前最先进的体积3D打印技术相比,Xolography技术的分辨率约为无反馈优化的计算轴向光刻技术的10倍,并且体积生成速率比双光子聚合3D打印技术高4~5个数量级。相关成果发表在Nature 上。
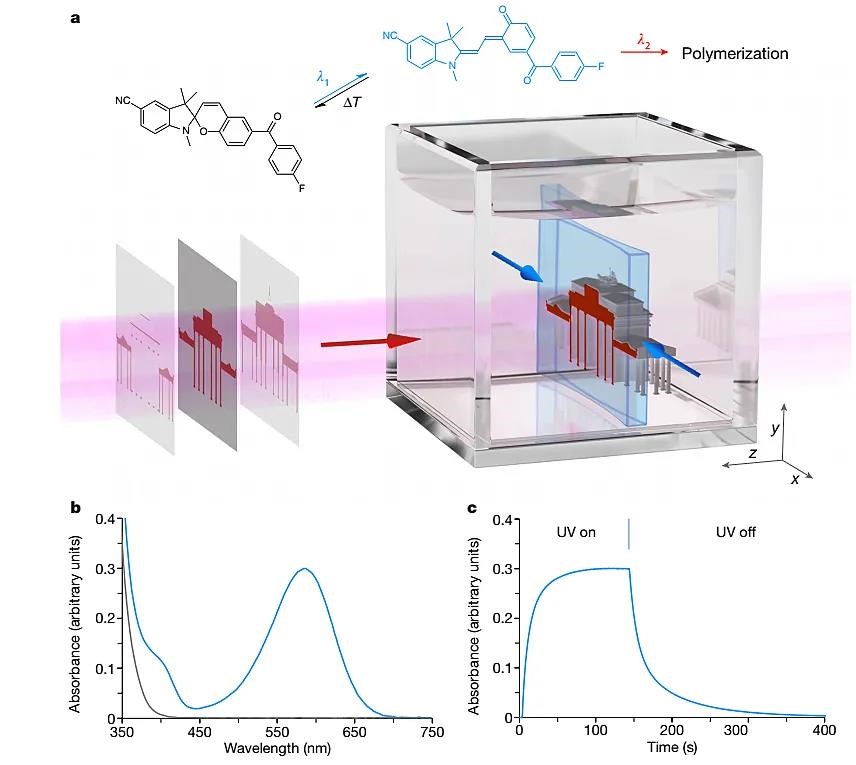
图1. Xolography 3D打印技术。图片来源:Nature
首先来仔细看下Xolography 3D打印技术的工作原理。如图1a所示,一定波长的光束(图1a蓝色箭头所指)照射粘稠树脂溶液形成具有一定厚度的矩形光片层,并激发溶解在其中的双色光引发剂分子(DCPI)。与此同时,与第一束光方向垂直的第二束光(图1a红色箭头所指)将要打印3D对象的截面图像投影到第一束光的片层中,使得被激发的DCPI分子引发树脂在两束光的交叉处发生光聚合反应,固化并成型。然后,相对于固定的第一束光片层移动树脂溶液,改变光片层在树脂中的位置,同时控制第二束光投影出该位置要打印的截面图像,如此重复,即可一个截面一个截面地构建所需打印的对象。
那么,究竟什么样的化合物才能符合双色光引发剂的要求呢?为此,作者选择了图1a所示的分子,其最初的螺吡喃态在第一波长(375 nm)处吸收;当切换到花菁态后,能够吸收450 nm-700 nm的波长(图1b),并且第二个波长的吸收产生激发的二苯甲酮,后者与共引发剂结合引发自由基聚合过程。值得一提的是,如果生成的花菁态没有被可见光照射,那么它会在含季戊四醇四丙烯酸酯(PETA)的树脂中恢复到最初的螺吡喃态,其热半衰期为t1/2 = 6 s(图1c)。
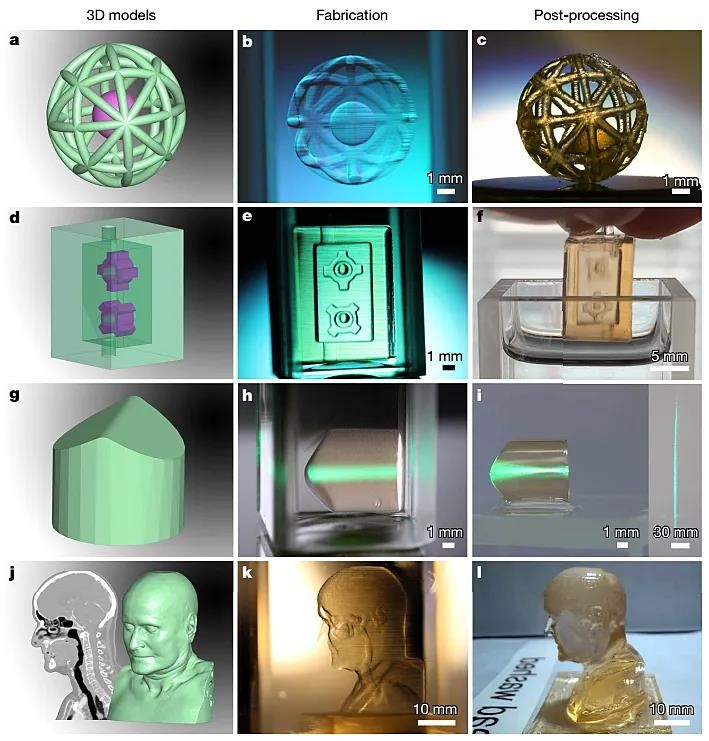
图2. Xolography 3D打印技术的应用。图片来源:Nature
接下来,作者用Xolography 3D打印技术打印了没有任何支撑结构的自由移动物体,例如笼中的球(图2a)。先前的方法中单体的交联会导致密度变化,使得零件在重力的作用下下沉速率不同,而Xolography的高打印速度和高粘度树脂能够最大程度地减小这种影响,因此只有在打印完成后才会出现下沉现象(图2b)。此外,由于结构能够良好的分离,因此球可以在其外壳内自由移动,这在其他3D打印技术中很难实现。
Xolography 3D打印技术的高分辨率使其可用于一步制备集成机械系统的零件,如图2d-2f所示,直接打印可在液体或空气流中在轴上旋转的桨叶。接着,作者还将该方法用于非球面Powell镜片的打印,尽管该镜片在树脂中由于折射率差太小而无法正常工作(图2h),但是在空气中却可以将一条狭窄的绿色激光束转换为直线型的均匀光线(图2i)。最后,作者还打印了一个直径为3 cm的半身人像(图2j-2l),并且其内部结构高度精确(如鼻腔通道和食道)。
最后,作者对3D打印的物体进行了表征以确定其分辨率。首先,他们用扫描电子显微镜(SEM)对直径为3 mm且条形尺寸逐渐减小的印刷测试板进行了表征(图3a-3c),结果显示最小宽度为10 μm的条形图没有固化,因为它低于投影图像的分辨率(即x和y方向的分辨率约为25 μm,z方向的分辨率为50 μm)。另外,作者还打印了一个嵌套的富勒烯分子模型(图3d-3f),其中最小的“键”直径为80 μm,从树脂中脱除后仍能形成一个直径为8 mm的稳定结构,并且外部结构不会影响内部体积的打印精度。
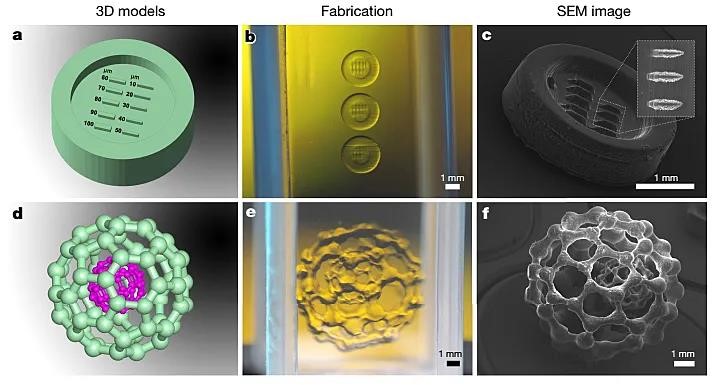
图3. 3D打印物体的表征。图片来源:Nature
行文至此,想必读者朋友们都很好奇Xolography 3D打印的速度到底有多快?作者在文中也给出了答案:它的最大体积生成速率约为55 mm3 s-1,是双光子聚合3D打印技术的104-105倍,与计算轴向光刻技术相比,速度优势也在这个数量级。也就是说,如果使用更强的激光光源(目前为70 mW)和热弛豫时间更短的光引发剂,那么打印速度将大大提高。另一方面,Xolography 3D打印技术的分辨率大约是先前报道的宏观VAM技术的10倍,并且在光片平面上的打印精度低于10 μm。
Xolography 3D打印技术不仅打印快、分辨率高,而且可以打印复杂的无支撑结构。不过,该技术目前仍存在一定的局限性,例如考虑到光的穿透率打印体积不能太大,以及用于Xolography技术的材料有限等等。尽管如此,Xolography 3D打印技术仍未来可期,或许能给3D打印带来不一样的未来。